Introduction:
A roving is a long and narrow bundle of fiber. Roving’s are produced during the process of making spun yarn from wool fleece, raw cotton, or other fibers. Their main use is as fiber prepared for spinning, but they may also be used for specialized kinds of knitting or other textile arts. Roving count is determined as number of hanks of 840 yards present in 1 lb.
Sliver Hank = Length of hanks of 840 yards / weight in 1 lbs
The coefficient of variation is reported as a percentage and calculated from the average and standard deviation as follows:
Standard Deviation×100
—————————————
Average
Objectives of this study:
1. To determine the hank of Sliver.
2. To determine the hank of Roving.
3. To know the sliver and Roving sample thickness.
4. To determine the relation between count and weight of Sliver and Roving.
Theory:
At first, we have to determine the count of Sliver and Roving is compounded between beam and wrap block. Generally the beam has 1 lb length of Sliver or Roving. So that the revolution to beam will pass 1 yards of Sliver or Roving.
Machine description:
There is a block Roller of the Front side of the m/c. The top side the tension is arranged .There is a count meter behind the machine. The Sliver or Roving is passed between block roller and tension roller.
Required apparatus:
1. Wrap block
2. Electric balance
3. Sliver or Roving
Experimental procedure:
At first we fixed the count zero. Then the sliver is passed through the block roller. Take yards of sliver and weight it and then determine the sliver hank. Let’s take 5 times for average hank. We also measure the standard deviation and co-efficient of variable. Similarly measure roving hank length 6 yards also determine CV%.
Experimental Data:
Table-1: Measurement of Roving Hank
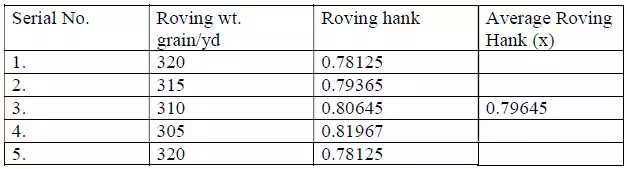 |
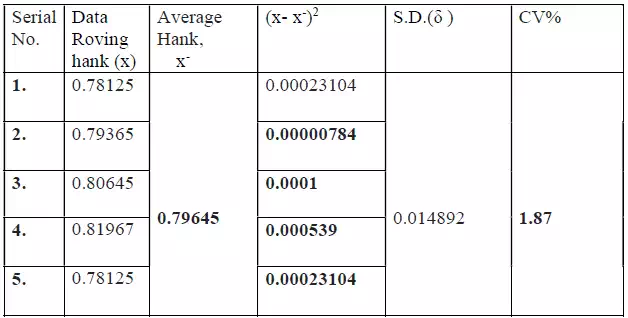
Table-2: Measurement of Roving CV%
 |

